
Dubbelsidiga kretskort Prototyp PCb Tillverkare

PCB-processkapacitet
| Inga. | Projekt | Tekniska indikatorer |
| 1 | Lager | 1–60 (lager) |
| 2 | Maximal bearbetningsyta | 545 x 622 mm |
| 3 | Minsta brädtjocklek | 4(lager)0,40 mm |
| 6(lager) 0,60 mm | ||
| 8 (lager) 0,8 mm | ||
| 10(lager)1,0mm | ||
| 4 | Minsta linjebredd | 0,0762 mm |
| 5 | Minsta avstånd | 0,0762 mm |
| 6 | Minsta mekaniska bländare | 0,15 mm |
| 7 | Hålvägg koppartjocklek | 0,015 mm |
| 8 | Metalliserad bländartolerans | ±0,05 mm |
| 9 | Icke-metalliserad öppningstolerans | ±0,025 mm |
| 10 | Håltolerans | ±0,05 mm |
| 11 | Dimensionell tolerans | ±0,076 mm |
| 12 | Minsta lödbrygga | 0,08 mm |
| 13 | Isolationsmotstånd | 1E+12Ω(normalt) |
| 14 | Plåttjockleksförhållande | 1:10 |
| 15 | Termisk chock | 288 ℃(4 gånger på 10 sekunder) |
| 16 | Förvrängd och böjd | ≤0,7 % |
| 17 | Anti-elektricitetsstyrka | >1,3KV/mm |
| 18 | Anti-strippstyrka | 1,4N/mm |
| 19 | Lödbeständig hårdhet | ≥6H |
| 20 | Flamskydd | 94V-0 |
| 21 | Impedanskontroll | ±5 % |
Vi gör Prototyping av kretskort med 15 års erfarenhet av vår professionalism
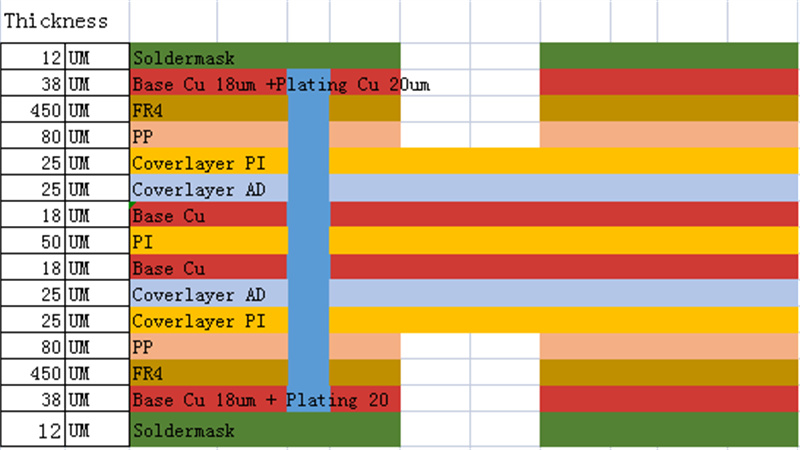
4 lager Flex-Styva brädor
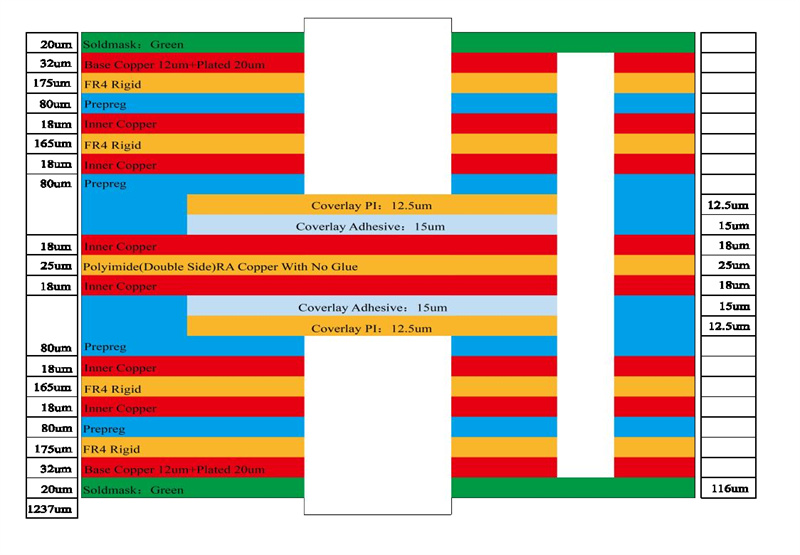
8 lager Rigid-Flex PCB
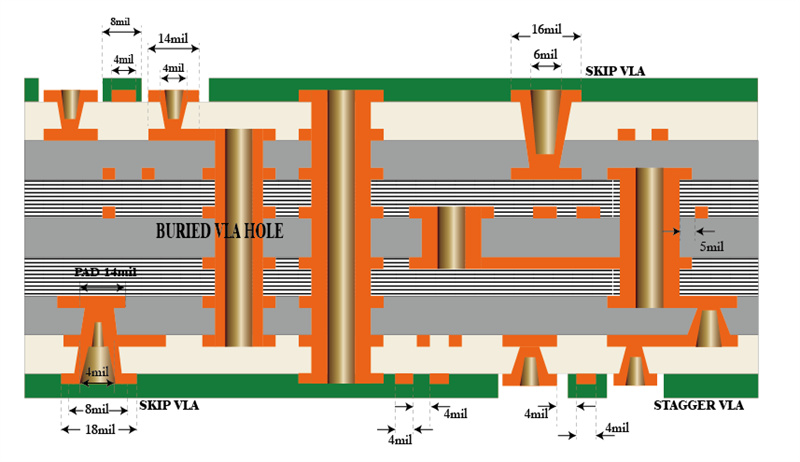
8 lager HDI kretskort
Test- och inspektionsutrustning
Mikroskopprovning
AOI-inspektion
2D-testning

Impedanstestning
RoHS-testning

Flygande sond
Horisontell testare
Böjande testikel
Vår prototyptjänst för kretskort
. Tillhandahålla teknisk support För- och efterförsäljning;
. Anpassad upp till 40 lager, 1-2 dagar Snabbsväng pålitlig prototypframställning, komponentanskaffning, SMT-montering;
. Passar till både medicinsk utrustning, industriell kontroll, fordon, flyg, konsumentelektronik, IOT, UAV, kommunikation etc.
. Våra team av ingenjörer och forskare är dedikerade till att uppfylla dina krav med precision och professionalism.




Hur tillverkar man dubbelsidiga kretskort av hög kvalitet?
1. Designa kortet: Använd programvara för datorstödd design (CAD) för att skapa kortets layout. Se till att konstruktionen uppfyller alla elektriska och mekaniska krav, inklusive spårbredd, avstånd och komponentplacering. Tänk på faktorer som signalintegritet, strömfördelning och värmehantering.
2. Prototypframställning och testning: Innan massproduktion är det viktigt att skapa ett prototypkort för att validera design- och tillverkningsprocessen. Testa prototyper grundligt för funktionalitet, elektrisk prestanda och mekanisk kompatibilitet för att identifiera eventuella problem eller förbättringar.
3. Materialval: Välj ett högkvalitativt material som passar dina specifika brädkrav. Vanliga materialval inkluderar FR-4 eller högtemperatur FR-4 för substratet, koppar för ledande spår och lödmask för att skydda komponenter.
4. Tillverka det inre lagret: Förbered först det inre lagret av brädet, vilket innebär flera steg:
a. Rengör och rugga upp det kopparbeklädda laminatet.
b. Applicera en tunn ljuskänslig torr film på kopparytan.
c. Filmen exponeras för ultraviolett (UV) ljus genom ett fotografiskt verktyg som innehåller det önskade kretsmönstret.
d. Filmen är framkallad för att ta bort de oexponerade områdena och lämnar kretsmönstret.
e. Etsa exponerad koppar för att avlägsna överflödigt material och lämna endast önskade spår och dynor.
F. Inspektera det inre lagret för eventuella defekter eller avvikelser från design.
5. Laminat: Innerskikten sätts ihop med prepreg i en press. Värme och tryck appliceras för att binda skikten och bilda en stark panel. Se till att de inre lagren är korrekt inriktade och registrerade för att förhindra eventuella felinriktningar.
6. Borrning: Använd en precisionsborrmaskin för att borra hål för komponentmontering och sammankoppling. Olika storlekar av borrkronor används enligt specifika krav. Se till att hålets placering och diameter är exakt.
Hur tillverkar man dubbelsidiga kretskort av hög kvalitet?
7. Elektrofri kopparplätering: Applicera ett tunt lager koppar på alla exponerade invändiga ytor. Detta steg säkerställer korrekt ledningsförmåga och underlättar pläteringsprocessen i efterföljande steg.
8. Ytterskiktsavbildning: I likhet med processen för det inre skiktet är en ljuskänslig torr film belagd på det yttre kopparskiktet.
Exponera den för UV-ljus genom det övre fotoverktyget och framkalla filmen för att avslöja kretsmönstret.
9. Yttre skiktets etsning: Etsa bort onödig koppar på det yttre skiktet och lämna kvar de spår och dynor som krävs.
Kontrollera det yttre lagret för eventuella defekter eller avvikelser.
10. Lödmask och teckenutskrift: Applicera lödmaskmaterial för att skydda kopparspår och kuddar medan du lämnar utrymme för komponentmontering. Skriv ut förklaringar och markörer på de övre och nedre lagren för att indikera komponentens placering, polaritet och annan information.
11. Ytpreparering: Ytpreparering appliceras för att skydda den exponerade kopparytan från oxidation och för att ge en lödbar yta. Alternativen inkluderar varmluftsutjämning (HASL), strömlös nickelnedsänkningsguld (ENIG) eller andra avancerade ytbehandlingar.
12. Fräsning och formning: PCB-paneler skärs till individuella skivor med hjälp av en fräsmaskin eller V-ritningsprocess.
Se till att kanterna är rena och att måtten är korrekta.
13. Elektrisk testning: Utför elektriska tester såsom kontinuitetstestning, resistansmätningar och isolationskontroller för att säkerställa funktionaliteten och integriteten hos de tillverkade korten.
14. Kvalitetskontroll och inspektion: Färdiga skivor inspekteras noggrant för eventuella tillverkningsdefekter såsom kortslutningar, öppningar, felinriktningar eller ytdefekter. Implementera kvalitetskontrollprocesser för att säkerställa efterlevnad av koder och standarder.
15. Packning och frakt: Efter att brädet har klarat kvalitetsinspektionen packas det säkert för att förhindra skador under transporten.
Säkerställ korrekt märkning och dokumentation för att korrekt spåra och identifiera tavlor.







